孫(sun)經理:130********
賈經理:




|
行業資訊(xun)
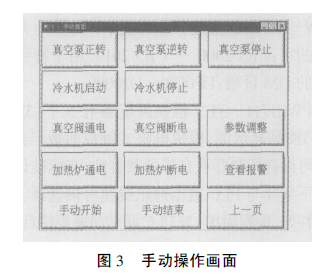
觸摸屏助力真空(kōng)爐高科技運用[2014/6/29]低(di)壓電器元件 真空(kōng)爐 處理的目的在(zài)于改善金屬元件(jiàn)的晶相結構,消除(chú)元件加工過程中(zhong)産生的冷作硬化(huà)和焊接殘餘應力(li),從而使其電熱性(xing)能達到穩定。由于(yú)在真空狀态下,爐(lú)膛内熱量傳遞以(yǐ)熱輻射爲主,容易(yì)保證爐膛溫度均(jun)勻度在指定範圍(wéi)内,使熱處理效果(guǒ)符合預期要求,實(shi)現無氧加熱,減少(shao)金屬燒損。 觸摸屏實現了加(jia)熱器實際電流、電(diàn)壓及循環水流量(liàng)的實時顯示,設定(dìng)真空爐真空度與(yu)加熱時間、溫度及(jí)産生報警信息等(deng)。
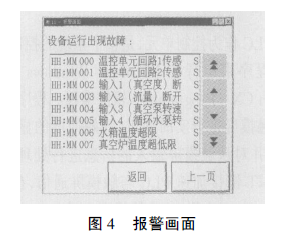
根據實際可能出(chū)現的爐溫超限、水(shuǐ)箱溫度超限、傳感(gǎn)器出錯和系統急(jí)停等故障設定報(bào)警頁面。當PLC檢測到(dào)有報警信息時,觸(chù)摸屏控制區内的(de)數據相應改變,強(qiang)制切換到報警畫(huà)面,見圖4。每條報警(jǐng)信息都與PLC 中表示(shi)報警有無的一個(gè)位相對應,這樣就(jiu)能具體确定是哪(nǎ)裏的故障,從而采(cǎi)取相應的措施。
上(shàng)一篇:感(gǎn)應熔煉過程中的(de)熱傳遞
相關(guān)新聞
|